Watermarking for 3D-Printed Parts
- Matthias Habdank
- January 26, 2024
- News, Opinion, Uncategorized
- 3d printing, additive manufacturing, Digital Twin, DT Scanning, Industry 4.0, Part Authentication, product lifecycle management, traceability, watermarking
- 0 Comments
How Sub-Surface Markings Provide an Extra Layer of Security
Frohes Neues Jahr! Happy New Year!
As our first blog of 2024, we thought we would start the year with something innovative: combining forces with AdaptixNDE (see end of blog), we created an innovative workflow to watermark, and unobtrusively scan, a component. Citing potential applications for part authentication in Additive Manufacturing – being able to prove parts are from a verifiable source – we see such workflows as key for driving the industry forward. In this blog, we explore how we marked our component – a prototype “bracket” – and then scanned the markings within and on the part.

The Solution
Combining our strengths in component marking and DT scanning respectively, we created a process in which to mark, and then scan, a datamatrix code embedded inside a part. The result was the ability to connect to the part’s digital twin using an internal marking, only visible during a DT scan. Simultaneously, we applied several other markings to the part – with the same data encoded – to compare different marking types.
So, what were the workflows, and how does this process support end-to-end traceability?
Sub-Surface Markings: Logos
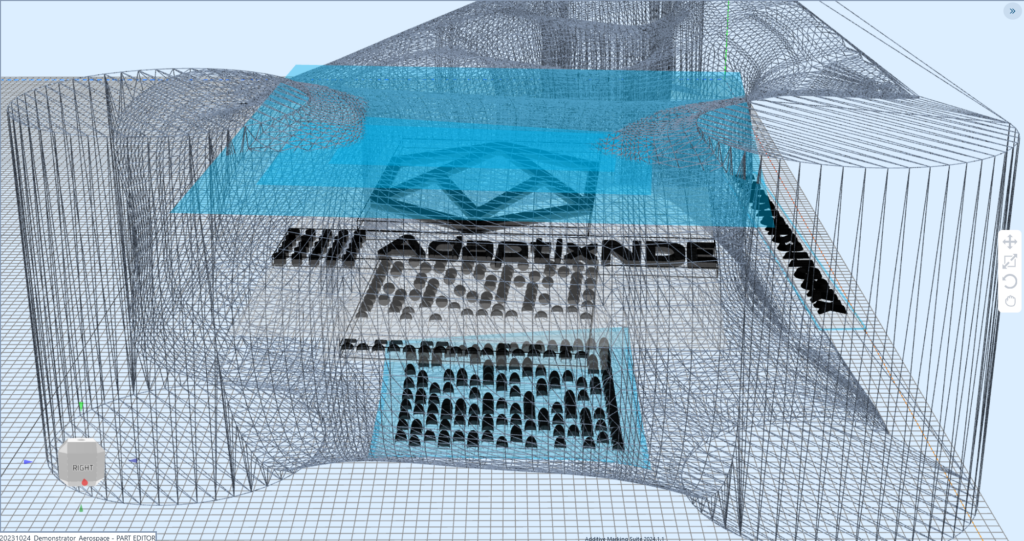
To create the “traditional” watermark with the two logos, SVG versions of the Additive Marking and Adaptix logos were placed onto the part. Once their orientation was defined, the depth of the marking was then specified. For example, the Additive Marking Logo was positioned -5mm below the surface of the part, with a thickness of 0.8mm. In the final print, the thickness represented the area which contained no material. This created the definition which allowed the images to show up on the DT scan.
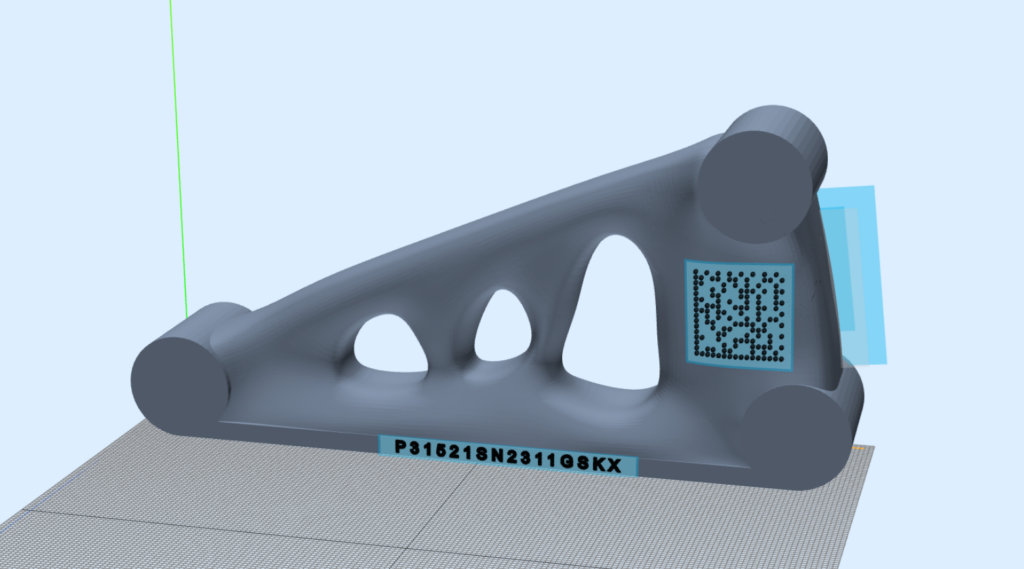
Sub-Surface Markings: Datamatrix
Generation of the datamatrix code was done entirely on the Additive Marking Suite (AMS). First, we defined the data source. In this case, we mixed some static text with an AutoID – a mixture of characters generated randomly by our system – to create the unique marking. The static/dynamic characters operate like a batch and item code, helping to identify both the part and the build it came from post-production. Rules for AutoIDs and other dynamic markings in the AMS can be set per item, per export, per item in a build, etc. enabling enable the user to achieve varying levels of component traceability. The process for applying the datamatrix sub-surface was the same as for the logos.
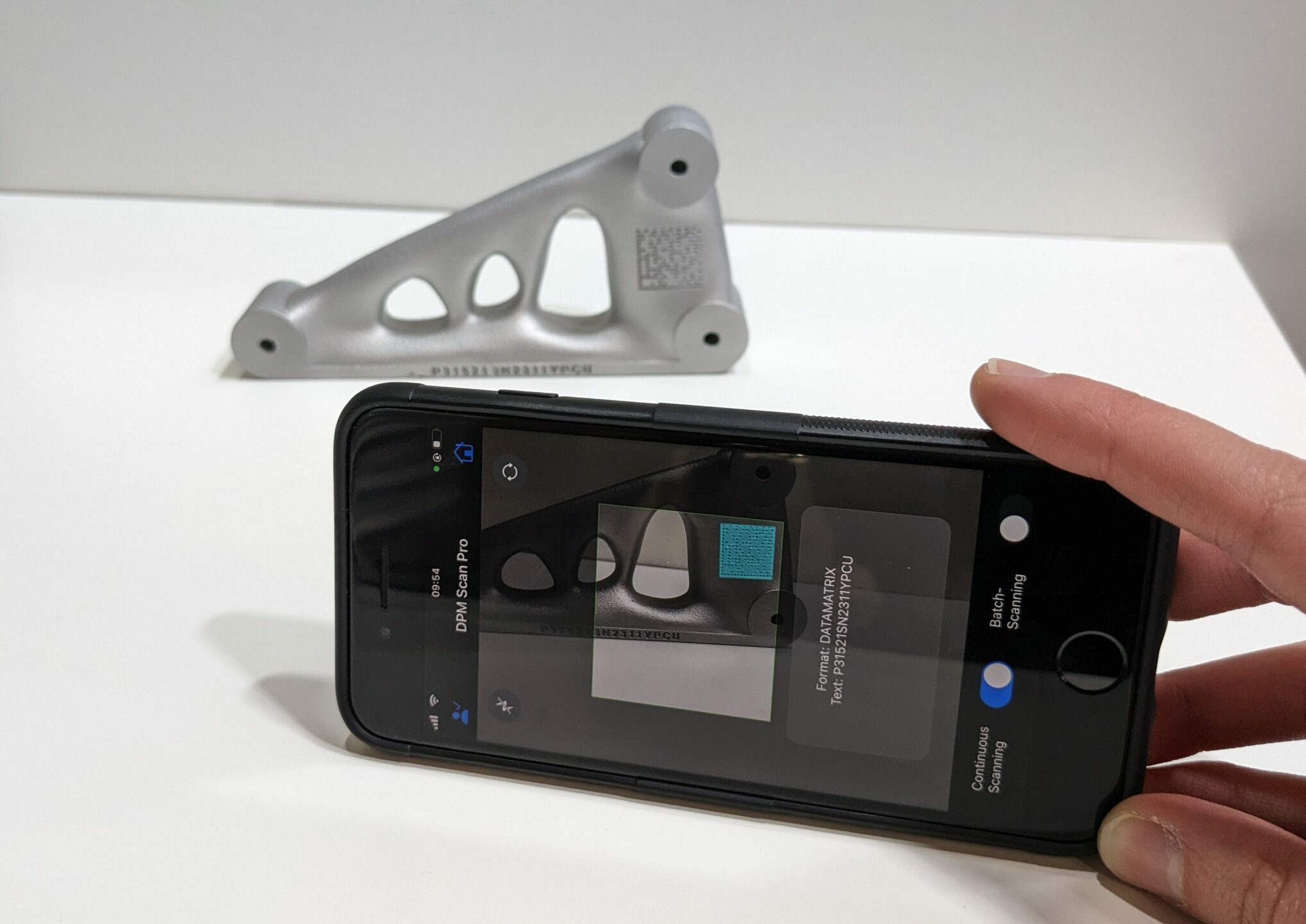
Surface Markings
Obviously, surface markings are still the most practical for quick part identification by machines or humans. Re-using the data source from the sub-surface datamatrix code, we added a second code and a human-readable version of the marking on the surface of the bracket. This enabled the part to be rapidly identified both by eye and through our DPM Scan Pro app – ideal for finding a part quickly in a warehouse or during post-processing!
DT Scan
Digital Tomosynthesis (DT) takes a series of still, high-resolution images in an array from different points and reconstructs these to show them in multiple slices through a part. Our bracket was imaged using a rough guess of settings, taking under 60 seconds to scan. The reconstructed data showing the image slices then followed 20 seconds later.
Scanning with the DPM Scan Pro App
Taking static images from the DT scan, we tested the readability of the internal datamatrix code with our DPM Scan Pro mobile app. The contrast in the marking enabled excellent readability, establishing the digital connection to the part’s digital twin in our TrustCenter. Of course, in an industrial scenario, connectivity to an alternative system could be enabled via API – to an ERP system, MES or Digital Product Passport, for example.
Functional Applications
So, what are some of the benefits of sub-surface markings? Well, with a marking embedded within the printed layers of a part, it becomes harder to counterfeit a component. There are several ways this can support product authentication. Firstly, the fact the mark is hidden from sight: if a watermarked part is reverse engineered from its physical form, the sub-surface marking is unlikely to be detected, and therefore left out of the counterfeited part. Providing the downstream customer has the appropriate technology to check whether a watermark exists, false parts can quickly be identified.
Secondly, even with access to a part’s digital file, recreating a sub-surface marking is immensely difficult: with the depth, size and other unique features of a watermark specifically defined, creating an exact replica would be tedious and challenging. For example, if every bracket in a batch had a predefined marking location – e.g. placed at depth -7mm, with a thickness of 0.65mm – anomalies could be quickly identified on a DT Scan and flagged as risky or faulty.
Hope you enjoyed this week’s blog. For questions about marking and traceability, contact Additive Marking at info[@]additive-marking.de. For queries about AdaptixNDE and their DT technology, visit https://adaptix.com/contact/.
AdaptixNDE are taking their Digital Tomosynthesis (DT) technology into Aerospace composites where non-destructive evaluation (NDE) is dominated by ultrasonics for speed, cost and portability benefits. This is because the aspirational Computed Tomography 3D X-ray is too prohibitive because of high-cost (and running/maintenance cost), -weight, -power, and slow-speed. AdaptixNDE are offering 3D internal visualisation at the point of diagnostics earlier in manufacture and through-life with a consistent digital output facilitating Digital Twins and NDE4.0.
Thanks also to Carla Taylor for co-authoring on behalf of AdaptixNDE
Related Posts



